Flatten Warped Sheet Metal

Practical Machinist Largest Manufacturing Technology Forum On The Web

Roger Showing How To Flatten 3mm Steel Plate After Welding Youtube

How To Control The Warping Of Parts In Thin Sheet Metal Fabricating And Metalworking

How To Fix Warped Sheet Metal After Welding The Skilled Welder

Astroquake Series How To Straighten Metal Youtube
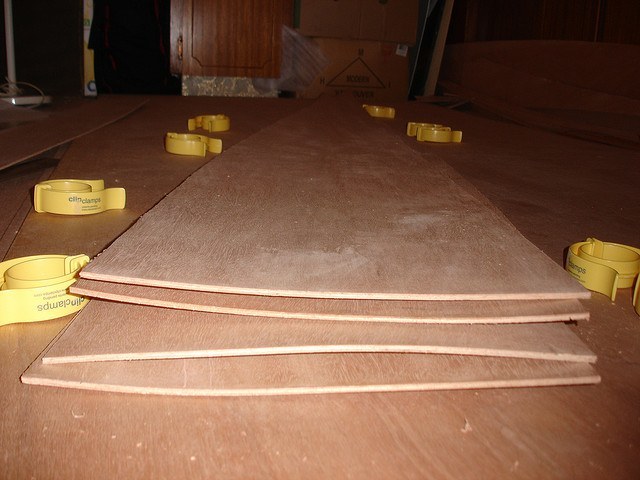
Flattening Warped Plywood Theplywood Com

You won t really need an anvil.
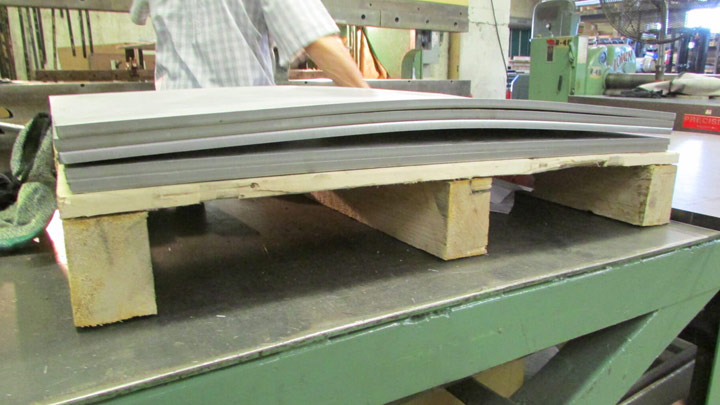
Flatten warped sheet metal.

Using A Stud Welder To Straighten Automotive Metal Damage Kromrey Kustoms Performance
Trying To Fix Warped Wedling Table Miller Welding Discussion Forums

How To Straighten Bent Metal After Welding Youtube

How To Fix A Warped Cutting Board Cuttingboard Com

How To Fix A Warped Print No Category Talk Manufacturing 3d Hubs

Weld Sequencing Keep Your Projects From Warping Youtube

Reshape Warped Plastic In Your Oven Tool Tip 32 Youtube
Metal Bending Services Company Bronze Stainless Steel Aluminum Nickel Pipe Rod And Press Brake Bending Ct Ma Md Me Nh Nj Ny Pa Ri Vt

Why Pans Warp And How To Fix Warped Pans

The Kidless Mommy Fixing A Warped Plastic Cutting Board

How To Straighten Metal On Car Parts Youtube

Pin On Scrapbook And Card Tutorials

How To Straighten Steel After Welding Welding Boss

Warped Record Here S How To Get It Fixed Every Record Tells A Story

Bowed Plywood Will It Eventually Flatten Out By Noone Lumberjocks Com Woodworking Community

How To Prevent Warping When Welding Kevin Caron Youtube

Imgur Card Making Techniques Card Making Tips Scrapbooking Techniques

Petg Warping Off Bed 3d Printing Materials Talk Manufacturing 3d Hubs
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsvmsfbieiwcdksqbl3tetrtranrcl0jfjxs9b1adptrq Dgl C Usqp Cau

Warped Dude What Happened To My Pan By Mac Kohler The Genuine Article Medium

How To Prevent Plate Warpage Plasmaspider Com

Straightening Of Machined Parts How Warping Is Prevented Corrected Allis Roller Precision Machined Parts Welding And Services
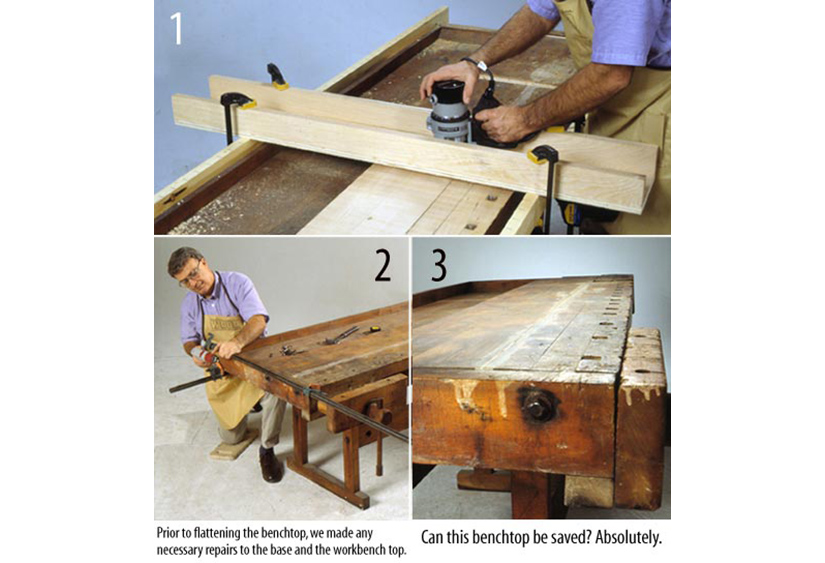
How To Flatten An Uneven Workbench Top

Stress Reliever Shop Floor Lasers
Source : pinterest.com
