Flat Surface Between Two Bends In Sheet Metal

Sheet Metal Flat Pattern Calculator Smlease Design

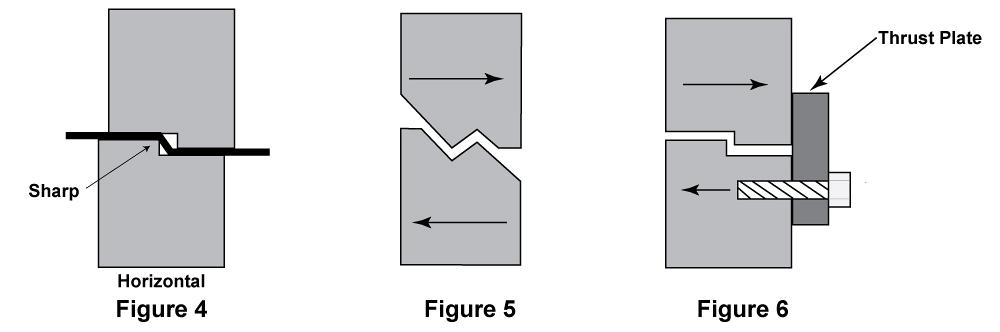
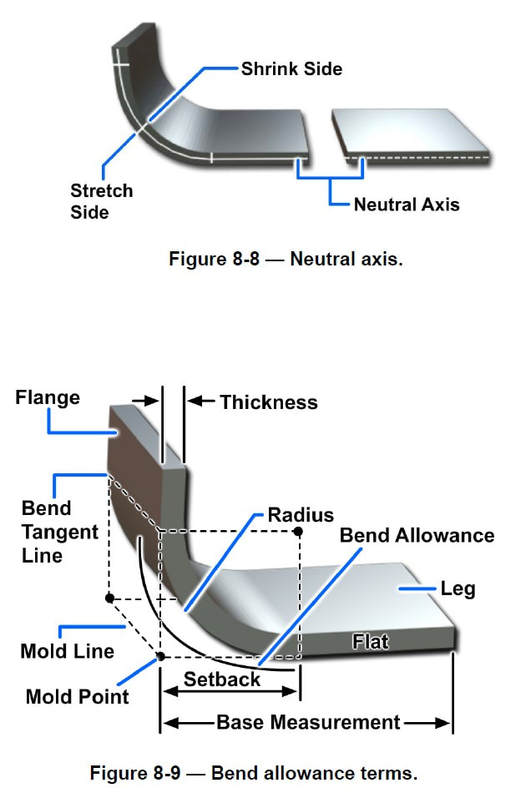
Layout And Forming Part One

Solidworks Sheet Metal Lofted Bend Youtube Sheet Metal Drawing Solidworks Sheet Metal

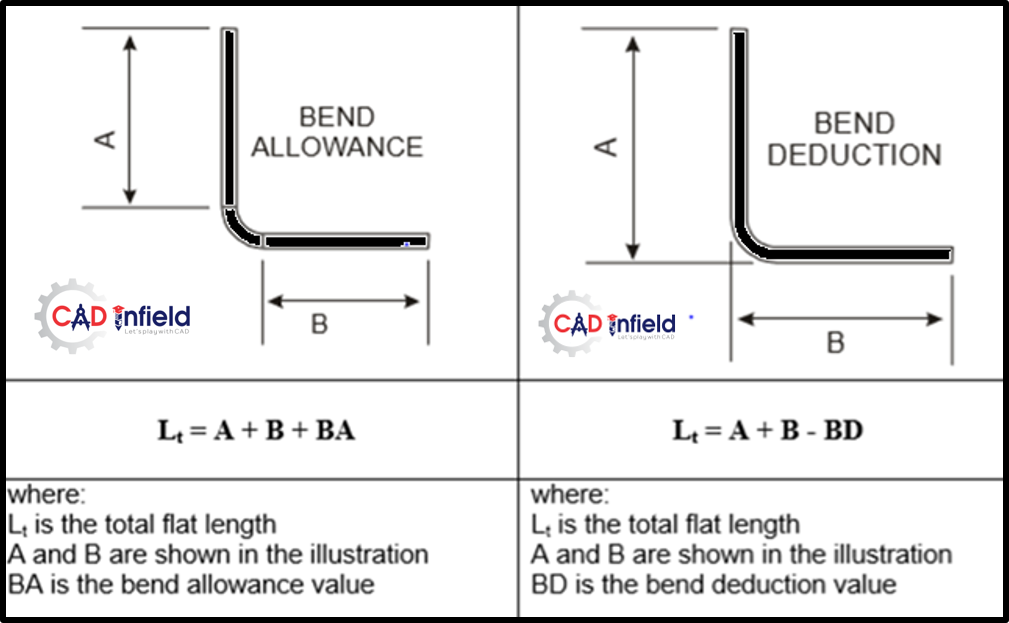
Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries

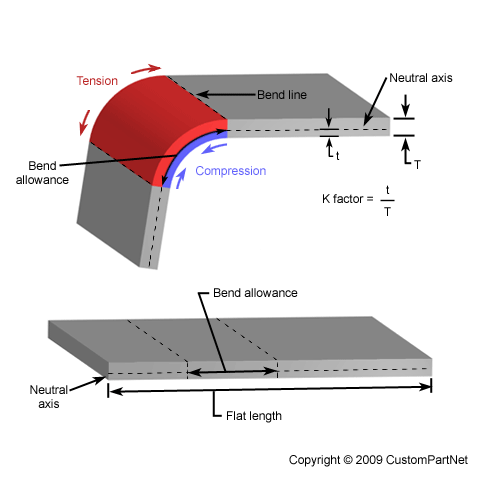
Analyzing The K Factor In Sheet Metal Bending

Display Sheet Metal Bend Notes 1 By Inserting The Flat Pattern Configuration Into The Drawing As A Regular View Flats Patterns Pattern Property Management

Which results in the increase of total surface area.
Flat surface between two bends in sheet metal.

The Fine Art Of Sheet Metal Bending Engineeringclicks Com Sheet Metal Metal Bending Sheet Metal Fabrication
Sheet Metal Fabrication Fundamental Cad Infield Fabrication Design

Flattening Complex Shapes Autodesk Inventor Sheet Metal Inventor

Solidworks Sheet Metal Exercise Basics Youtube Sheet Metal Sheet Metal Drawing Solidworks

Solidworks Sheet Metal Forming Tool Exercise Youtube Solidworks Sheet Metal Solidworks Tutorial
Sheet Metal Forming

Pin On Solidworks

Solidworks Sheet Metal Tutorial Convert Solid Body Into Sheet Metal Body Solidworks Solidworks Tutorial Sheet Metal
Bending Basics Strategies For Forming Offsets

Design And Build An English Wheel English Wheel Metal Fabrication Tools Metal Working

Fabrication Formulas Sheetmetal Me
Developments And Intersection Drawings Computer Aided Drafting Design

From The Trenches With Autodesk Inventor Understanding Bend Allowance And Bend Dedcution In Inven Sheet Metal Fabrication Sheet Metal Drawing Sheet Metal Work

Solidworks Sheet Metal Gusset Tutorial Youtube Solidworks Sheet Metal Tutorial

Pin Em Solidworks

Sheet Metal Design Guide Calculate Bending Allowance Accurately Sheet Metal Sheet Metal Work Metal Bending
Sheet Metal Tool Box Plans Quotes Metal Tool Box Sheet Metal Tools Tool Box

What Is Bend Allowance K Factor Y Factor Bend Table In 2020 Sheet Metal Fabrication Allowance Metal Fabrication
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrtmripjkdcmrx4rqo4zprhcpcpvghteup3mbosbuaojrmc Fpm Usqp Cau

Metal Origami Flat Pack Sheets Form Super Strong Shapes Metal Working Projects Metal Working Metal Shelves

Us2543347a Sheet Metal Working Tool Metal Working Tools Metal Working Metal Bending Tools

Solidworks Sheet Metal Tutorial Calculate Hopper In Flat Form Youtube Sheet Metal Metal Working Sheet Metal Crafts

How To Make A Cone And Cone Calculator Cone Calculator Metal Working Sheet Metal Fabrication

Sheet Metal Bending Hand Brake Machine Box And Pan Brake Sheet Metal Fabrication Metal Tool Box Sheet Metal
Source : pinterest.com
